Brands History Chapter2-1
- About Us
- Brands History
- Brands History Chapter2-1
Chapter 2: New Products Like Inserts, Turning Holders and Milling Cutters Emerged -1
-

IGETALLOY Works
New IGETALLOY works (with the capacity of 4 tons) was built in 1952, and was expanded in succession in 1958 and 1961 to become a state-of-the-art factory with modern cemented carbide facilities. Since then, enhancement of the facilities and development of manufacturing technologies were actively driven, bringing the works to become the world's top cemented carbide factory with the peak capacity of 30 tons in terms of mass and capacity.
-

Dr. Kieffer's Speech
Picture of the world's expert Dr. Richard Kieffer (M.P) who visited us for technical training of powder metallurgy in March 1955 when he made a speech on April 9 in Osaka about "Today and tomorrow of powder metallurgy" (on his 50th birthday).
-

Technology Tie-up with M.P. and Release of New Grades
In March 1953, we signed a contract for technology introduction with Austria's Metalwerk Plansee (M.P.) and released new grades (ST, U and H types) in the following year. In addition, "A40" was released in 1959 and touted as the alloy strong enough to penetrate into the high speed steel tool's segment. Above is a snapshot of Sumitomo Metal Industries, Ltd. Osaka Steel Works where heavy cutting is performed using the new grade.
-

Typical Cemented Carbide Products (of the Time)
In addition to wire and cable drawing dies, pipe drawing plugs, brazing cutting tools, and rock bits in which we had been in most skillful through prewar and postwar, "MICE CUTTER" for a milling cutter was released in 1955. Its easy-to-use operation was welcomed at the field.
-

Dies Factory
Lapping (polishing) of cemented carbide dies and plugs used for wire and cable drawing and pipe drawing needed significant manpower. However, such a scene has disappeared completely today.
-

Cutting Tool Factory
New technologies including high-frequency brazing, cutting edge grinding with a diamond grinding wheel, cutting edge protective coating with seal peel, along with an assembly line system using roller conveyors were adopted for the production of cemented carbide cutting tools.
-
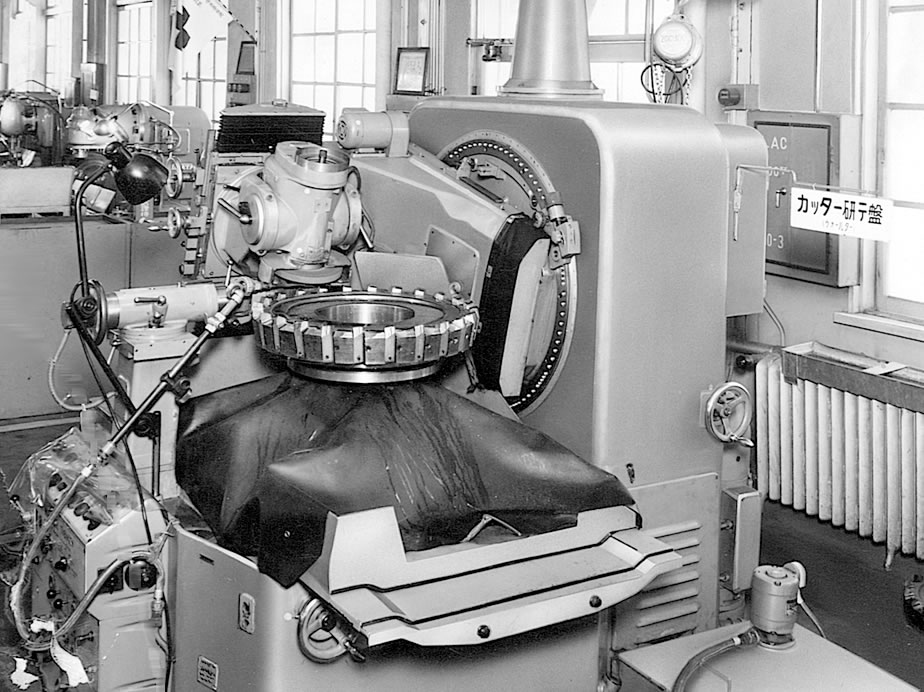
Cutter Factory
Mainly utilizing a variety of overseas manufacturers' superior grinding machines that were installed in bulk, and an electrical discharge machining that was adopted since 1950s to support complex precision tools.
-

IGETALLOY Machining Factory
A new three-storey machining building was built adjacent to the alloy works in 1962. This streamlined production facility that accommodated precision production (1F), wear-resistant tool production (2F), and throw-away insert mass production (3F). This relocation to this building from the former wooden factories was our new start to modernization.
-
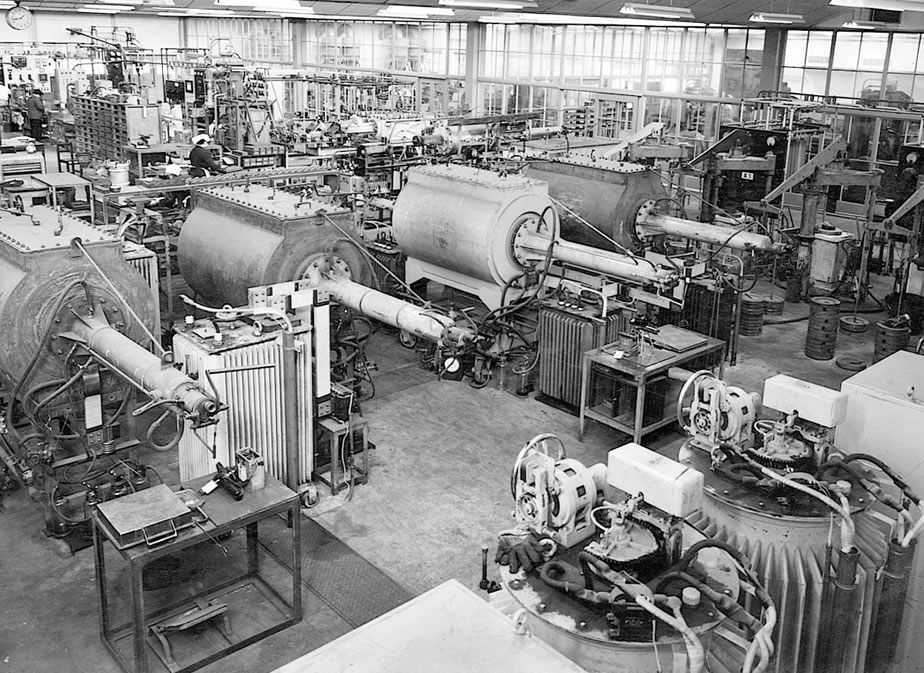
Horizontal continuous molybdenum furnace
-

Nation's first Bessel high-frequency vacuum furnace